 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Nyheder - Dongying Haorun Chemical Co.,Ltd.")
Ring til os
+86-13906474940
Email os
sales@tenachtyre.com

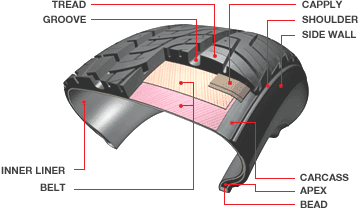
Almindelige kvalitetsfejl og deres årsager i dækfremstillingsprocessen (1)
Almindelige kvalitetsfejl og årsager til slidbanepresning
1. Årsagerne til overfladeruhed er: lav varmeraffineringstemperatur og ujævn varmeraffinering; Ekstruderingstemperaturen er for lav; Gummi brænding; Pressehastigheden er for høj, og hastigheden på forbindelsesanordningen svarer ikke til den.
2. Årsagerne til dannelsen af lufthuller inde i slidbanen er: høj fugtighed eller flygtige stoffer i råmaterialerne; Forkert varmeraffineringsproces med luftindblæsning; Ekstruderingstemperaturen er for høj; Pressehastigheden er for høj, og limforsyningen er utilstrækkelig.
3. Grunden til, at slidbanens størrelse og vægt ikke opfylder kravene, er, at monteringen af ekstruderingspladen ikke er korrekt; Mundplade deformation; Forkert kontrol af varmeraffineringstemperatur og ekstruderingstemperatur; Ujævn pressehastighed eller ukorrekt koordinering af forbindelsesanordningen; Utilstrækkelig afkøling efter udpresning; Utilstrækkelig varmeraffinering.
4. Årsagerne til svidning er: ukorrekt design af gummiformlen og dårlig svidningsevne; Høje varmeraffinerings- og ekstruderingstemperaturer; Der er ophobning af klæbemiddel, døde hjørner eller blokering af kølevand i maskinhovedet; Limtilførslen afbrydes, og den tomme bil sidder fast med materialer.
5. Årsagerne til kantbrud er: utilstrækkelig varmeraffinering og lav plasticitet af gummimaterialet; Gummi brænding; Lille eller blokeret svovlgummimunding ved kanten af slidbaneprofilen; Lav temperatur på maskinhoved og mundplade
Send forespørgsel


X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik
Nyheder
 Hvad med lastbilspecifikationer?2021/05/20
Hvad med lastbilspecifikationer?2021/05/20Uanset om det er en lastbil, en lastbil eller en bil, er størrelsen på et dæk den samme i millimeter som en procentdel af tværsnitsbredden og det flade forhold. Tilføj: dæktypekode, fælgdiameter (tommer), belastningsindeks (tilladt belastningskvalitetskode), tilladt hastighedskode.
 Hvad er dæktrykket på 30 og 50 læssere?2021/05/20
Hvad er dæktrykket på 30 og 50 læssere?2021/05/20Dæktrykket på 30 og 50 læssere er henholdsvis 0,32-0,34MPa og 0,28-0,30MPa.